
400 8888 8888
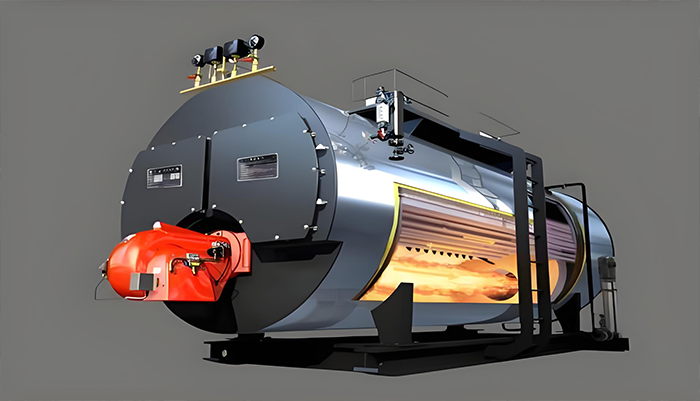

In response to the national "dual carbon" policy, a certain energy technology enterprise has developed high-efficiency and energy-saving industrial boiler combustion technology to address the problems of low thermal efficiency and high pollutant emissions of traditional industrial boilers. This technology optimizes the burner structure design, adopts staged air distribution and flue gas recirculation technology, and improves the boiler thermal efficiency to 92%, which is 8 percentage points higher than traditional technology; We have developed an intelligent combustion control system that can adjust the air-fuel ratio in real-time according to changes in fuel type and load, reducing nitrogen oxide emissions to below 50mg/m ³, far below the national emission standards.
The appraisal committee is composed of professors, researchers, and senior engineers from the energy field, who conduct a comprehensive evaluation of the project by reviewing technical information, conducting on-site inspections of production workshops, and monitoring operational data. Experts believe that this technology has significant innovations in efficient combustion and low nitrogen emissions, and the overall technology has reached the leading level in China, with significant energy-saving and carbon reduction effects and broad prospects for promotion and application.
At present, this technology has been applied in the industrial boiler renovation of 12 chemical and textile enterprises, with a total of 35 boilers renovated, saving 28000 tons of standard coal annually, reducing carbon dioxide emissions by 72000 tons, and saving over 30 million yuan in energy costs for enterprises annually. The project has obtained 12 utility model patents, 3 software copyrights, and formed 2 enterprise standards. It has been included in the local energy-saving technology promotion catalog, driving the green upgrade of regional industrial boilers.

Long Press to Scan QR Code
Scan QR Code
